

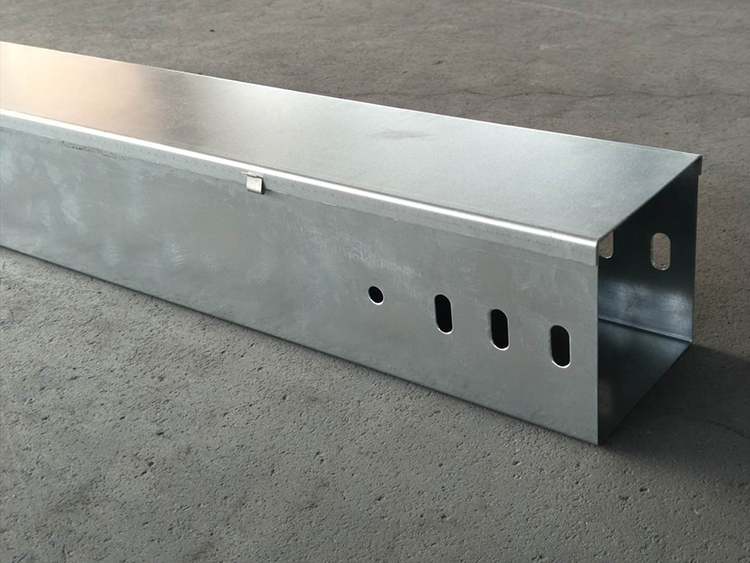
喷塑槽式桥架以其优良的防腐性能和多样的色彩选择,在建筑电气、工厂配电等领域得到广泛应用。然而,桥架的质量不仅取决于钢材基材,更取决于喷塑全过程的工艺控制水平。从表面预处理到粉末固化,每一道工序的控制精度,都直接影响涂层附着力、均匀度和耐久性。
喷塑工艺的一道关口是工件表面处理,其质量决定了涂层与基材的结合强度。高水平的前处理应达到:除油采用碱性脱脂剂配合喷淋或浸泡,去钢材表面的轧制油和防锈油;除锈通过抛丸或喷砂处理,使钢材表面达到Sa2.5级清洁度,形成均匀的粗糙度,为粉末附着提供机械咬合基础;磷化在清洁表面形成一层致密的磷酸盐转化膜,进一步提高防腐性能和附着力。任何前处理缺陷都会在后续工序中暴露,导致涂层起泡、脱落。高水平的工艺控制应确保:喷涂房温度控制在15-30℃,相对湿度低于70%,防止粉末受潮结块或静电效应下降;采用空气净化系统,控制粉尘含量,避免杂质混入涂层形成颗粒凸起;保持微负压,及时回收飘散粉末,既节约材料又保证操作视线清晰。静电喷涂是利用高压静电使粉末吸附于工件表面。喷涂后的工件需进入固化炉加热,使粉末熔融流平并交联成膜。
综上所述,喷塑槽式桥架的工艺控制水平,贯穿于前处理、喷涂环境、静电参数、固化工艺、成品检验全过程。只有将每一环节的控制精度做到,才能生产出涂层牢固、防腐久、外观优良的桥架产品。
![]() 国内桥架行业优良供应商 生产制造各种规格桥架及配件
国内桥架行业优良供应商 生产制造各种规格桥架及配件
咨询服务热线
021-57586755
.png) 沪公网安备 31012002004348号
沪公网安备 31012002004348号